
Комплексное решение по использованию арматуры на строительных площадках для высокоскоростных железных дорог
2026-05-11
Комплексное решение для производства арматуры на станциях по сборке балок высокоскоростных железных дорог включает в себя пять основных компонентов: станцию для формования и сварки арматурных сеток с использованием интеллектуальных систем позиционирования, станцию для магнитного подачи материалов, интеллектуального резания и изгиба арматуры с четырьмя головками, производственную линию для резания арматурных прутков, интеллектуальный полностью автоматический комплекс для выравнивания и изгиба арматуры с пятью головками, а также станцию для изгиба арматуры с числовым программным управлением.
Полностью цифровое управление; низкая сложность эксплуатации; высокая производительность; экономия материалов на арматуру.
Свободный и гибкий подход
Сокращение площади, занимаемой объектами
Повышение эффективности обработки материалов
")
")
")
")
")
")
")
")
")
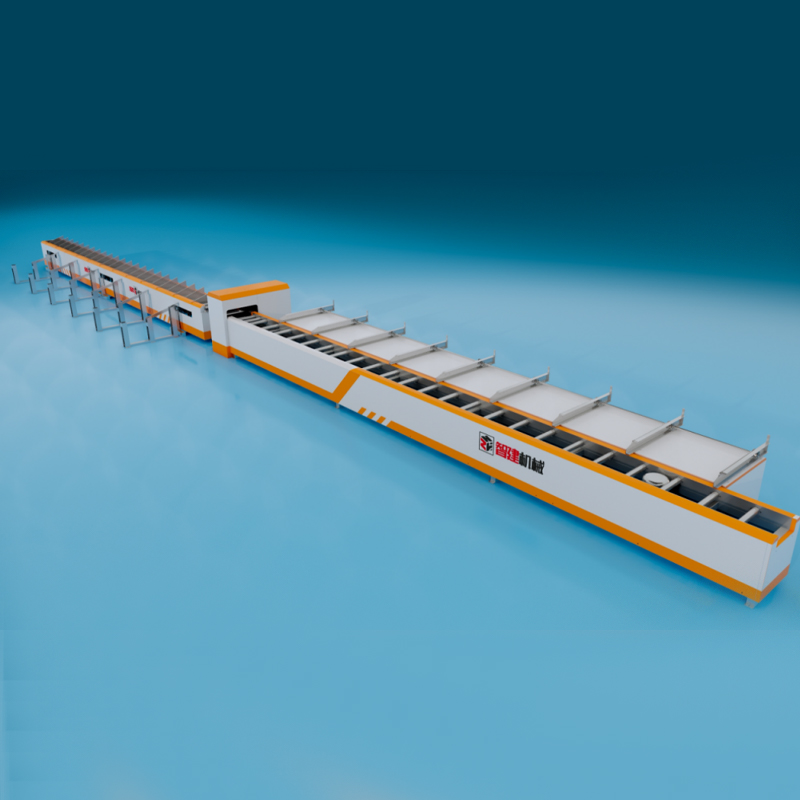
Станция для формования и сварки сетей для позиционирования интеллектуальных арматурных элементов
Интеллектуальная станция для магнитного подачи материалов, резки и изгиба арматуры с четырьмя головками
Производственная линия для обработки стальных прутков с использованием интеллектуальных технологий
Интегрированное устройство для прямления арматуры и формирования арматурных кольц с пятью головками, работающее в режиме полностью автоматического и интеллектуального управления
Интеллектуальный автоматический станок для изгиба арматурных кольц
Описание продукта
Станция сварки сеток для позиционирования крупных коробчатых балок высокоскоростных железных дорог предназначена для изготовления сеток, используемых при установке внутренних резиновых колонок. Устройство обеспечивает полную автоматизацию всего процесса — от выравнивания и резки арматуры до распределения материала, захвата, сварки, транспортировки и хранения. Оно требует работы всего одного оператора, что позволяет сэкономить труд и ресурсы. Станция работает без использования форм, подходит для сварки сеток с различными постепенными размерами, обеспечивает высокую гибкость, эффективно экономит площадь и повышает производительность обработки.
Преимущества продукта
Весь производственный процесс полностью автоматизирован: управление осуществляется одним человеком, используется полностью цифровое управление, обеспечивается высокая точность, а система позиционирования в производстве соответствует стандартам надежности.
Длина и расстояние между элементами системы позиционирования регулируются с помощью числового управления, что позволяет производить изделия без использования форм, снижает сложность эксплуатации и делает процесс обучения простым и понятным.
Высокая производственная эффективность достигается благодаря применению концепции проектирования производственных линий: все этапы тесно связаны между собой, выполняются одновременно и не влияют друг на друга, что позволяет сэкономить время и повысить общую эффективность.
Интегрированы все этапы производства в сетке позиционирования: выравнивание, разрезание, распределение материала, сварка, формование и хранение.
Производство может осуществляться в соответствии с проектными чертежами, что позволяет стандартизировать процесс и сократить расходы на арматуру.
Параметры продукта
| Категория параметров | параметр | Категория параметров | параметр |
| Объем обработки брюшной части | 400-3000мм | Точность сварки | Плюс и минус 2 мм |
| Объем обработки нижней пластины | 1000-6000мм | Способ сварки | Зварка второго уровня защиты |
| Диапазон диаметров отверстий в резиновых колпачках | Настройка диаметра от 60 до 104 мм | Диапазон развертывания роботизированного механизма | 1500мм |
| Диаметр арматурной стержневой конструкции | 5-12мм | Время сварки одноточечного соединения с использованием обмоточных стержней | 0–1 секунды за цикл |
| Диаметр продольной арматуры | 5-12мм | Диапазон ширин нижней пластины | 10-600мм |
| Количество шестивалковых механических рук | 2 | Диапазон ширин брюшной стенки | 10-500мм |
| Количество сварочных аппаратов | 12 единиц | Напряжение питания | 380 В / 50 Гц |
| Номинальная общая мощность | 85 кВт (включая 12 сварочных аппаратов) | Способ снятия сети с устройства | Механический робот с каркасом для захвата и хранения предметов |
| Длина × Ширина × Высота | 20м*9м*3м | Количество носителей информации, способных хранить данные | Более 100 видов |
| Устройство для перемещения и сварки основных арматурных элементов (обивочных стержней) | 2 комплекта | Нагрузка механического рука | 12 килограммов |
| Скорость движения тележки с боковой панелью | 0-3м/мин | Машина для выравнивания компонентов | 5 единиц |
| Скорость движения тележки на подложке | 0-3м/мин | Способ выравнивания арматуры | Автоматическое позиционирование с помощью серводвигателя |
| Скорость выравнивания продольных и поперечных стержней | 0-60м/мин | Точность выравнивания арматуры | 3мм |
Сравнение аналогичных продуктов
| Категория технологического оборудования | Новая станция сварки для сетей позиционирования | Машина для сварки сеток для позиционирования при резистивном сваривании | Сетка для позиционирования при ручном сваривании |
| Прямолинейное распределение тканей | Разделение человека и машины обеспечивает высокий уровень безопасности при эксплуатации. | При частичном разделении оператора и оборудования рабочий подвержен травмам во время прохождения через арматуру. | Полностью ручной процесс; уровень безопасности низкий. |
| Сварка сетчатых материалов | Разделение человека и машины исключает потенциальные опасности. | Разделение человека и машины исключает потенциальные опасности. | Использование исключительно ручного сварочного процесса сопряжено с рисками безопасности. |
| Замена форм | Цифровой электронный шаблон без участия человека | Ручная замена форм затруднительна и сопряжена с низким уровнем безопасности. | Использование исключительно ручных методов работы сопряжено с высоким уровнем рисков безопасности. |
| Процесс производства без использования сетей | Механический робот с каркасом осуществляет автоматическое захватывание объектов без участия человека. | Ручное извлечение и разгрузка | Ручное извлечение и разгрузка |
| Качество сварки брюшной пластины | Сварка с использованием сварочного аппарата с двойным защелкиванием и числовым программным управлением обеспечивает плотные и надежные сварные швы. | При сварке методом электролитического сплавления швы легко разрушаются. | При сварке методом вторичного зажигания качество сварки зависит от мастерства сварщика. |
| Качество сварки нижней пластины | Сварка с использованием сварочного аппарата с двойным защелкиванием и числовым программным управлением обеспечивает плотные и надежные сварные швы. | При сварке методом электролитического сплавления швы легко разрушаются. | При сварке методом вторичного зажигания качество сварки зависит от мастерства сварщика. |
| Точность сварки | Серводвигатель обеспечивает высокую точность управления, низкие погрешности и надежную работу в соответствии с стандартами. | Точность сварки зависит от изготовления форм. | Всё происходит вручную, а точность сварки в первую очередь зависит от навыков сварщика. |
| Сварка брюшной пластины | Для работы с 0,5 человеком время сварки одной брюшной пластины составляет примерно 3 минуты. | Для работы двумя человеками время изготовления одной брюшной панели составляет примерно 5 минут. | Для работы двумя человеками время изготовления одной брюшной пластины составляет примерно 6 минут. |
| Сварка нижней пластины | Для работы с 0,5 человеком время сварки одной брюшной пластины составляет примерно 4 минуты. | Двух человек работают над одним экземпляром брюшной пластины. |