
Отчет о технологическом развитии оборудования для обработки арматурных каркасов в Китае и по всему миру, рыночной структуре и перспективах развития
2026-05-05
Ускорение глобального урбанизационного процесса и постоянный рост инвестиций в инфраструктуру способствуют переходу строительных технологий от традиционных, трудоёмких методов к высокой степени индустриализации и интеллектуализации. Арматурные клетки, являющиеся ключевым элементом укрепления бетонных конструкций, напрямую определяют безопасность и срок службы крупных проектов — высокоскоростных железных дорог, автомобильных мостов, высотных зданий и туннелей — благодаря качеству и эффективности их обработки. В настоящее время мировой рынок оборудования для обработки арматуры переживает глубокие изменения под влиянием промышленности 4.0. Согласно последним данным рыночных исследований, оценочная стоимость мирового рынка оборудования для обработки арматуры в 2024 году составила около 1,2 млрд долларов США и, как ожидается, к 2030 году достигнет 1,7 млрд долларов США при среднегодовом темпе роста (CAGR) в 6,5%.На этом макроэкономическом фоне оборудование для обработки арматурных решеток как внутри страны, так и за рубежом быстро развивается в направлении полной автоматизации, цифровой интеграции, а также экологичности и снижения выбросов углерода.
Тенденции развития мирового рынка оборудования для обработки арматуры и макроэкономические факторы, влияющие на него
Глобальный спрос на инфраструктуру высокого качества является основной движущей силой технологических инноваций в области оборудования для обработки арматуры. Особенно в таких развивающихся рынках, как Азиатско-Тихоокеанский регион, Африка и Латинская Америка, строительство крупномасштабных транспортных систем, коммерческих комплексов и жилья социального назначения приводит к экспоненциальному росту потребности в арматуре для укрепления конструкций.
1.1 Масштабы роста рынка и региональные особенности
Международный рынок обработки арматуры демонстрирует заметные региональные различия и тенденцию к сегментации. В 2024 году рыночная стоимость рынка США составила 319,8 млн долларов США, тогда как китайский рынок демонстрирует более высокие темпы роста и, по прогнозам, к 2030 году достигнет 347,9 млн долларов США при годовом соединённом темпе роста (CAGR) в 9,9%. Такой рост обусловлен не только увеличением общего объёма строительных работ, но и обязательным переходом строительных стандартов от низкоуровневой ручной работы к высокотехнологичной механизации.

В следующей таблице представлены прогнозы роста основных сегментов рынка оборудования для обработки арматуры в мире на период с 2024 по 2030 год:
| Тип устройства | Размер рынка в 2024 году (в миллионах долларов США) | Прогнозируемый объем к 2030 году (в миллионах долларов США) | Среднегодовой темп роста (CAGR – Compound Annual Growth Rate) |
| Машина для изгиба арматуры | 506.4 | 691.9 | 5.2% |
| Машина для срезания арматуры | 388.2 | 612.5 | 7.9% |
| Общий рынок | 1,200.0 | 1,700.0 | 6.5% |
Темпы роста оборудования для срезания значительно превышают темпы роста оборудования для изгиба, что свидетельствует о тенденции индустрии к концентрации процессов обработки материалов и массовому производству.
1.2 Неизбежность дефицита рабочей силы и автоматизации замены традиционных методов производства
В мировой строительной отрасли широко распространены проблемы нехватки квалифицированных рабочих и резкого роста затрат на труд. По оценкам, в строительной отрасли мира наблюдается дефицит технических рабочих мест на сумму в несколько миллионов долларов, что напрямую способствовало бурному развитию рынка строительных роботов. В 2024 году объём мирового рынка строительных роботов достиг 310 миллионов долларов США и, как ожидается, к 2032 году увеличится до 507 миллионов долларов США.
На этом фоне обработка арматурных клеток — трудоёмкий, высокорискованный и высокорепетитивный вид работ — стала главной целью автоматизации. Автоматизация не только решает проблему трудоустройства, но и с помощью точных систем ЧПУ снижает погрешности измерений, вызванные вмешательством человека. Например, к 2035 году рынок полностью автоматизированных инструментов для привязки арматуры, как ожидается, достигнет 3,483 млрд долларов США, и главным стимулом к этому станет снижение зависимости от всё более дорогих трудовых ресурсов.
Глава 2. Ведущие международные компании и пути развития их ключевых технологий
На передовом уровне оборудования для обработки арматурных каркасов европейские производители благодаря многолетнему накоплению технологического опыта постоянно лидируют в мире по таким параметрам, как точность механического производства, алгоритмы управления и степень автоматизации. Компании MEP Group, Schnell Group и Pedax представляют собой вершину современных технологий обработки арматуры.
2.1 Группа MEP: роботизированное сваривание и полностью гибкий производственный процесс
Итальянская группа MEP определила понятие «автоматизации следующего поколения» путем сочетания передового программного обеспечения с интегрированными роботами. Ее ключевой продукт — серия станков для изготовления арматурных каркасов GAM — обладает высокой производственной гибкостью.
Основные технические характеристики оборудования серии MEP GAM HS включают:
Широкий диапазон возможностей обработки: можно обрабатывать ящики диаметром от 200 мм до 2000 мм и длиной до 24 метров.
Разнообразие геометрических форм: помимо стандартных круглых клеток, можно производить квадратные, прямоугольные или многоугольные клетки, чтобы удовлетворить различные требования к проектированию свайных фундаментов и столбов.
Полностью автоматическая обработка конических форм: функция конической кривой позволяет автоматически регулировать диаметр кольца в соответствии с заданными геометрическими уравнениями, что обеспечивает производство конических колец с переменным периметром – это крайне важно при проектировании определенных типов мостов и зданий.
Система сварки с использованием роботов последнего поколения: интегрированы самые современные сварочные роботы, которые автоматически подсчитывают количество арматуры и точно контролируют параметры сварки, обеспечивая однородность каждого сварного шва и прочность конструкции.
2.2 Группа Schnell: автоматизированные производственные процессы и логика патентного сборки
Группа Schnell стремится преобразовать традиционные цеха по производству арматуры в полностью автоматизированные производственные предприятия. Проект UN.O направлен на обеспечение полностью автоматизированного управления потоками материалов; роль операторов изменяется с роли переносчиков материалов на роль системных мониторов.
Основное технологическое преимущество Schnell заключается в уникальном патенте на систему Schnell System.
Предварительная сборка решётчатой конструкции: путём сварки трёх тонких продольных арматурных элементов на внешнюю поверхность арматурных кольц быстро формируется прочная полупродуктная решётчатая конструкция; затем в неё вставляются основные арматурные элементы с последующим небольшим количеством ручной связки. Такой процесс позволяет сэкономить до 60% затрат на сборку [9, 10].
Система крепления X-TIE: На выставке Bauma 2025 компания Schnell представила автоматический устройство для крепления X-TIE, оснащенное инновационной системой двойного перекрёстного крепления с использованием двух нитей, что обеспечивает более высокую прочность крепления по сравнению с традиционными методами крепления с использованием одной нити [8].
Программное обеспечение для принятия решений OPTIFLOW: служит цифровым центром управления заводом, оптимизирует маршруты транспортировки материалов и в реальном времени отслеживает показатель OEE (Overall Equipment Effectiveness) каждого оборудования.
2.3 Pedax: надежность и модульность немецких инженерных решений
Pedax известен надёжностью продукции марки «Made in Germany». Машинки для изгиба серии Perfekt оснащены роликами из термообработанного сплава стали и современной системой управления CC, что обеспечивает высочайшую точность повторения углов. Стратегия Pedax направлена на плавное обновление средних производителей: модульные центры для резки и изгиба позволяют пользователям поэтапно внедрять автоматизацию.

Глава 3. Оборудование для обработки арматурных решеток в Китае: путь от следования к прорыву
Китайский рынок, являющийся крупнейшим в мире рынком строительных материалов, претерпел значительные изменения в области оборудования для обработки арматурных конструкций: от копирования зарубежных технологий до самостоятельных разработок, а затем до достижения лидирующих позиций в отдельных сферах. Благодаря активному развитию высокоскоростных железных дорог, метро и крупных гидротехнических проектов отечественное оборудование демонстрирует выдающиеся показатели по эффективности массового производства и адаптации к конкретным условиям использования.
3.1 Распространение цифрового и масштабного производства
Китайские компании, такие как Цзянькэ Механика (TJK), Ланфан Кайбо и Чжичжань Механика, уже полностью внедрили полностью автоматизированные сварочные станки с роликовой сваркой арматурных клеток. Эти устройства объединяют в себе распределение продольных арматур, намотку арматурных кольц и сварку с защитным газом углекислого газа, что значительно повышает производительность. По сравнению с европейским оборудованием китайские модели обеспечивают более высокое соотношение цены и качества при сохранении базовых возможностей обработки, а также возможность адаптации под китайские строительные нормы.
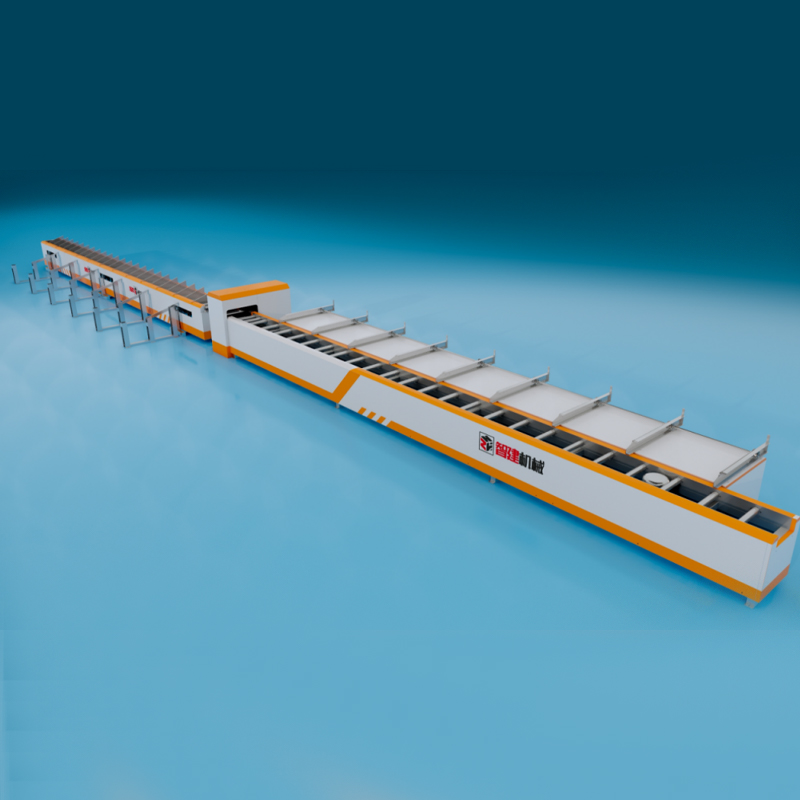
Интеллектуальная станция для формования и сварки арматурных клеток с двумя рабочими стойками от компании Чжицзянь :

Революционное устройство для обработки интеллектуальных арматурных элементов, объединяющее в себе все этапы процесса: подачу материала, резку, обработку арматуры и сварку. Это устройство полностью изменило традиционные методы изготовления арматурных каркасов, обеспечив значительный прогресс в плане эффективности, качества, затрат и безопасности.
Основные преимущества и особенности продукта
1.Высочайшая эффективность; удвоение производственных мощностей.
Совместная работа на двух станциях: уникальная конструкция, предусматривающая разделение задач на сварку основных и вспомогательных стержней; параллельное выполнение двух процессов сварки позволяет повысить общую эффективность обработки более чем на 50% по сравнению с традиционными сварочными станциями.
Удивительный объем производства в день: достаточно двух человек, работающих по сменам, чтобы ежедневно эффективно обрабатывать более 20 стандартных арматурных клеток длиной 12 метров (включая подготовку материалов, сварку и установку аксессуаров).
Интегрированная непрерывная производственная линия: от загрузки сырья и резки по заданной длине до обработки поверхностей и завершающего этапа — сварки и формования изделий. Вся производственная цепочка осуществляется на автоматизированной линии без прерываний, что позволяет максимально сократить время выполнения работ.
3.2 Интеллектуальные заводы по обработке арматуры: новый подход к системной интеграции
Модель «интеллектуальных заводов по обработке арматуры», внедряемая Китаем в крупных строительных проектах, представляет собой важное нововведение в области индустриализации строительства. Благодаря глубокой интеграции технологий Интернета вещей (IoT), больших данных и BIM достигается цифровое управление всем жизненным циклом процессов – от распределения арматуры и формования каркасов до заливки бетона и его ухода.
Пример применения интеллектуальных систем управления строительством балок на проекте скоростной автомагистрали Циньшэнь показывает:
Повышение эффективности: уровень автоматизации ключевых процессов превышает 90%; производительность увеличилась на 30%.
Разница в точности: системы интеллектуального натяжения и сварки позволяют контролировать погрешности на уровне менее 1%, что значительно выше отраслевого стандарта в 5%.
Замкнутый цикл данных: у каждого предварительно изготовленного балка имеется уникальный идентификационный код (QR-код); данные о производстве, контроле качества и транспортировке могут быть отслеживаться в реальном времени.
3.3 Глубокий анализ конкурентных преимуществ
Между отечественным оборудованием и зарубежными брендами на рынке существует явная взаимодополняемость и конкуренция в плане позиционирования.
| мера оценки | Международные бренды (на примере Италии и Германии) | Китайские бренды (ведущие на рынке) |
| Точность обработки и долговечность | Высокая прочность благодаря использованию высокопрочных литых сплавов и закалённого стали, длительный срок службы | Высокий уровень, однако устойчивость к усталости при длительном интенсивном использовании несколько ниже. |
| Технологический инновационный пункт | Алгоритм патентного сопоставления, автоматическое генерирование сложных геометрических объектов | Для интеграции производственных линий и настройки сценариев в рамках сверхмасштабных проектов |
| Степень цифровизации | Совершенствованные программы управления различными устройствами (Optiflow, Twin Sense) | Основное внимание уделяется интеграции BIM и систем реального времени. |
| Инвестиционные затраты (CAPEX) | Высокая стоимость; обычно цена за отдельный компьютер превышает 100 000 долларов США. | Низкая цена приобретения обладает значительным конкурентным преимуществом. |
| Типичный сценарий применения | Большие центры предварительного производства и специальные конструкции с высокими требованиями к точности | Обычные мосты, фундаменты на свайных опорах для жилых зданий, крупные заводы по производству стандартных предварительно изготовленных конструкций |

Глава 4. Тенденции развития ключевых технологий: интеллектуализация и цифровизация
Обработка арматуры больше не представляет собой простую совокупность механических действий; это процесс интеллектуального производства, включающий в себя технологии машинного зрения, искусственного интеллекта (ИИ) и цифровых двойников.
4.1 Применение машинного зрения в контроле качества
Контроль качества «скрытых работ» всегда оставался сложной проблемой в данной отрасли. Исследования показывают, что использование данных 3D-облачков, полученных с помощью лазерного сканирования фундамента (TLS), в сочетании с алгоритмами глубокого обучения (например, PointNet), позволяет осуществлять автоматизированную проверку геометрических параметров арматурных каркасов без контакта с поверхностью.
Автоматическое измерение расстояний между элементами конструкции: с использованием камеры типа RGBD в сочетании с алгоритмом плоскостного аппроксимирования RANSAC система способна автоматически устранять помехи, вызванные сложным фоном, точно определять расстояния между арматурными элементами и обеспечивать 100%-ную точность проверки соответствия требованиям стандартов.
Распознавание соединений с использованием втулок: Для параметризации процесса распознавания соединений арматурных втулок применяется конволюционная нейронная сеть ( CNN ). Это позволяет точно определять такие ключевые параметры, как длина перекрытия и расстояние между элементами конструкции, при минимальных погрешностях.
4.2 Цифровой двойник и моделирование в реальном времени
Технология цифрового двойника всё активнее применяется в области роботов с ЧПУ. Создавая виртуальную копию оборудования, производители могут в цифровой среде моделировать различные диаметры арматуры, её формы и последовательности изгиба, заранее выявлять риски столкновений и оптимизировать маршруты обработки, тем самым снижая реальные затраты на пробные работы. Например, компания Komatsu использует компьютеры NVIDIA Jetson AI для создания реального времени 3D-визуализации строительной площадки, полностью отображая динамические траектории оборудования, рабочих и материалов на цифровой платформе.
4.3 Синергия между технологиями BIM и облачных сервисов
BIM (информационная модель здания) уже не ограничивается этапом проектирования и активно внедряется на строительной стороне. Благодаря вторичному разработанию (например, через API Revit) параметры арматуры, списки резки и данные о изгибе из проектной модели можно экспортировать одним кликом в систему управления станками, что исключает риски ошибок при традиционном ручном пересмотре чертежей. Такой цепной поток информации обеспечивает эффективную взаимодействие по принципу «от модели к машине».
Глава 5. Зеленые технологии, безопасность и нормативное регулирование: основные принципы развития отрасли
В условиях глобальных целей по декарбонизации оборудование для обработки арматурных каркасов должно не только демонстрировать высокие показатели производительности, но и снижать энергопотребление на единицу выпускаемой продукции, а также уменьшать углеродный след.
5.1 Жесткие требования экологического законодательства
Согласно последнему регламенту ЕС «О строительных продуктах» (CPR Regulation 2024/3110) и его цифровому паспорту продукции (DPP), начиная с 2026 года все строительные компоненты и оборудование для их обработки, поступающие на европейский рынок, должны иметь подробное экологическое заявление (EPD), включающее показатели выбросов углекислого газа на протяжении всего жизненного цикла. Это означает, что системы обработки, способные предоставлять сертификаты энергоэффективности и снижать объёмы отходов, займут доминирующее положение на высококлассном рынке.
5.2 Электрификация и снижение уровня шума
Системы привода оборудования переживают переход от гидравлических к полностью электрическим серводвигателям. На выставке Bauma 2025 ключевым направлением стало «климатическое сбалансирование», а электрическая машина для укрепления со нулевыми выбросами и низким уровнем шума стала основным акцентом на выставке. Полностью электрическое приводное устройство позволяет не только значительно снизить энергопотребление, но и существенно улучшить уровень шума в строительной среде, что соответствует строгим экологическим требованиям городских центров.
5.3 Производственная безопасность и кибербезопасность
С повышением степени взаимосвязи устройств сеть становится ключевым фактором, влияющим на их безопасность. Директива ЕС NIS 2 и новый «Механический регламент» (Regulation (EU) 2023/1230) требуют, чтобы производители с самого начала процесса проектирования учитывали меры по защите программного обеспечения, предотвращая промышленные аварии или сбои в производственной деятельности, вызванные хакерскими атаками.
Глава 6. Рыночная стратегия и пути модернизации предприятий
В условиях острой глобальной конкуренции модели ведения бизнеса как отечественных, так и зарубежных компаний претерпевают значительные изменения.
6.1 Модель аренды «Продукт + Сервис»
Поскольку первоначальные затраты на полностью автоматизированное оборудование для обработки арматурных каркасов весьма значительны (например, стоимость полностью автоматизированных систем на 40–60% выше, чем у стандартных моделей), всё больше малых и средних предприятий предпочитают использовать модели RaaS (Robotic as a Service) или аренды оборудования. Такие подходы снижают финансовые барьеры для технического обновления и позволяют подрядчикам гибко настраивать производственные мощности в зависимости от сроков выполнения проектов.
6.2 Стратегия локализации китайских компаний в рамках подхода «Локализация 2.0»
Китайские ведущие компании, такие как Sany Heavy Industry и XCMG, официально перешли от экспорта оборудования к глобальному бизнесу. Создавая зарубежные исследовательские центры, производственные базы и совершенные системы поставок запасных частей, китайские бренды постепенно разрушают стереотип о том, что на высокотехнологичных рынках китайское производство отстаёт в обслуживании. Ожидается, что к 2025 году экспорт строительной техники Китая превысит 59 миллиардов долларов США, а ключом к росту станет именно глубокая локализация и интеграция.
Глава 7. Итоги и перспективы развития
Таким образом, тенденции развития оборудования для обработки арматурных клеток как внутри страны, так и за рубежом можно свести к следующим четырем аспектам:
Переход от автоматизации к беспилотным технологиям: Европейские бренды, такие как MEP и Schnell, используют проекты вроде UN.O для преобразования производственных цехов в практически беспилотные «фабрики без освещения» с помощью роботизированных систем и централизованных программных решений.
Полное создание цифровой инфраструктуры: управление всеми этапами процесса на основе технологий BIM, IoT и цифровых двойников стало стандартной практикой при реализации крупных инфраструктурных проектов. Методы автоматизированного контроля качества, основанные на использовании технологий машинного зрения, постепенно заменяют неэффективные методы ручного выборочного контроля.
Зеленые и низкоуглеродные технологии становятся «достаточным условием» для выхода на высокий уровень рынка: нормативные акты ЕС (CPR) и система торговли углеродными правами (CBAM) вынуждают производителей использовать более эффективные серводвигатели и алгоритмы оптимизации материалов с целью снижения углеродного следа на единицу производственной мощности.
Перестройка глобальной структуры: Китайские компании, используя свои преимущества в области крупномасштабных предварительно изготовленных решений и автоматизации с высоким соотношением цены и качества, вступают в прямой конфликт с европейскими гигантами на рынке высококлассных продуктов в рамках стратегии «Локализация 2.0 ».
В будущем обработка арматуры перестанет быть изолированным физическим процессом и станет ключевым индустриальным узлом в экосистеме строительной отрасли — высокоточным, экологически чистым, прозрачным и интеллектуально согласованным. Для компаний способность к цифровой трансформации до 2026 года, критического этапа развития, определит их положение в глобальной цепочке создания стоимости на ближайшие десять лет.