
Линия по производству арматурных каркасов коробчатых балок – устранение «болевых точек» Новая линия по производству арматурных каркасов коробчатых балок – интеллектуальное двуединое решение по снижению ресурсопотребления
2026-03-19
Линия по производству арматурных каркасов коробчатых балок – интеллектуальная и ресурсосберегающая, обеспечивающая двойную выгоду
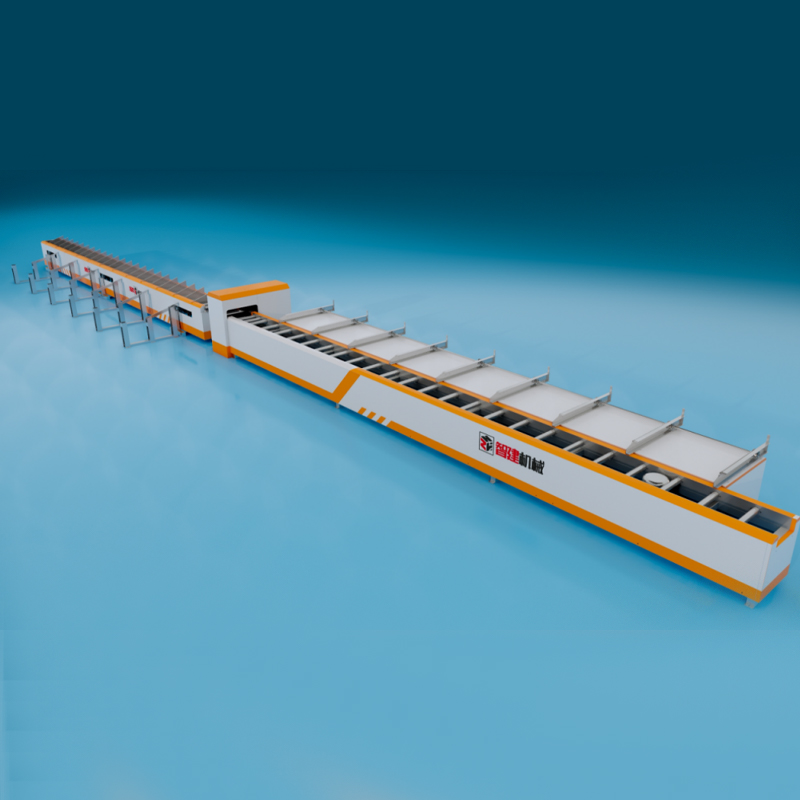
Ключевое преимущество линии по производству арматурных каркасов коробчатых балок от Хэбэй Чжицзянь Машиностроение заключается в том, что, будучи управляемой «сквозной интеллектуализацией всего процесса», она одновременно обеспечивает «эффективное использование ресурсов»: от безлюдной эксплуатации на этапах обработки до контроля расхода сырья, трудовых ресурсов и производственных площадей. Каждое конструктивное решение направлено на удовлетворение реальных потребностей обработки арматуры для малых коробчатых балок автодорожных мостов, что делает данную линию оптимальным выбором, сочетающим эффективность и экономичность. Эта линия для производства арматурных каркасов коробчатых балок представляет собой не просто набор автоматизированного оборудования, а воплощает ключевую логику «одноэтапного формования без необходимости вторичной транспортировки» на каждом этапе – от обработки сырья до складирования готовой продукции, действительно достигая того, чтобы «интеллект не простаивал, а ресурсы не растрачивались впустую».

1.Сквозная интеллектуализация: безлюдная взаимосвязь от сырья до готовой продукции
Интеллектуализация линии по производству арматурных каркасов коробчатых балок проявляется в «автономном принятии решений и бесшовной стыковке» на всей технологической цепочке, позволяя преобразовывать арматурное сырьё в готовый каркас без вмешательства человека. После поступления сырья на линию правильный механизм обрабатывает арматуру с высокой скоростью 85 метров в минуту, а гибочный механизм с сервоприводом обеспечивает точный контроль углов гибки – будь то верхняя гибка 0–220° или нижняя гибка 0–180°, необходимые для крупных U-образных стержней, или адаптивная гибка арматуры диаметром Φ10–18 мм для стенки и Φ10–12 мм для нижней плиты, точность стабилизируется в пределах ±2 мм. Затем пневматический захват быстро реагирует и выполняет сварку с использованием технологии физического поиска точек, исключая пропуски сварных швов, а в сочетании со специализированным комбинированным сварочным стендом обеспечивается сборка и сварка крупных U-образных стержней с позиционирующими сетками, а также продольных стержней стенки и арматуры нижней плиты.
После завершения сварки механизм захвата ферменного типа захватывает готовое изделие по заданной траектории, передаёт его на разгрузочный механизм ферменного типа, и в итоге оно автоматически помещается в накопительный бункер. Весь процесс не требует ручной транспортировки или корректировки. Даже при координации ключевых операций линия для коробчатых балок способна обеспечивать «интеллектуальную синхронизацию»: например, правка, резка и раскладка продольных стержней нижней плиты могут выполняться одновременно со сваркой продольных стержней стенки, а гибка и сварка арматуры верхней полки синхронизированы по ритму с формовкой каркаса, что исключает необходимость ручной координации этапов процесса. Это действительно позволяет «одному оператору выполнять раскладку и сварку», полностью преодолевая ограничения традиционной обработки, где «многие этапы зависят от ручной стыковки, что приводит к разрывам в эффективности».
2.Оптимизация ресурсов: достижение тройного эффективного использования материалов, людей и площадей
Интеллектуальная конструкция линии по производству арматурных каркасов коробчатых балок напрямую преобразуется в практическую выгоду от экономии ресурсов – обеспечивая всестороннее снижение эксплуатационных расходов мостостроительного завода с точки зрения сырья, трудовых ресурсов и производственных площадей. В части использования сырья благодаря технологии «одноэтапного формования цельного арматурного каркаса» в процессе обработки арматуры отсутствуют разрывы и избыточность: один каркас позволяет сэкономить около 40 сантиметров арматуры, а на одну балку в целом расход арматуры снижается примерно на 1 тонну, что позволяет избежать «материальных потерь из-за стыковки с разрывами», характерных для традиционной обработки. При этом скорость формовки U-образных хомутов составляет 1 штука за 50 секунд, а производительность – четыре арматурных каркаса в день, что ускоряет оборот сырья и снижает складские запасы.
В части контроля затрат на труд линия полностью меняет традиционную модель «разделения на множество рабочих позиций» – от правки и гибки до сварки и разгрузки весь процесс автоматизирован, и всего один оператор выполняет ключевые операции раскладки и сварки, что значительно сокращает потребность в рабочей силе, снижает физическую нагрузку на рабочих и устраняет колебания качества, вызванные различиями в ручных операциях. Что касается использования производственных площадей, линия интегрирует функции резки, гибки, сварки сеток и т.д., устраняя необходимость выделения отдельных зон для каждой операции. По сравнению с традиционной рассредоточенной компоновкой это значительно сокращает занимаемое пространство, позволяя мостостроительному заводу более рационально планировать другие производственные зоны и повышать общий коэффициент использования площадей.
Эта линия по производству арматурных каркасов коробчатых балок, обеспечивая эффективность и точность обработки благодаря «интеллектуализации на всём протяжении процесса» и снижая эксплуатационные расходы за счёт «оптимизации ресурсов», одновременно устраняет «болевые точки» традиционной обработки арматуры коробчатых балок – низкую эффективность, высокие потери и зависимость от ручного труда – и предоставляет реальную ценность в виде «снижения затрат и повышения эффективности» для автодорожных мостостроительных заводов. Судя по степени интеллектуализации обработки и экономической эффективности использования ресурсов, данная линия демонстрирует профессиональные конструкторские способности Хэбэй Чжицзянь Машиностроение в области линий для производства арматуры коробчатых балок и является предпочтительным оборудованием для модернизации процесса обработки арматуры малых коробчатых балок на мостостроительных заводах.